地 址:河北省定州市留宿工业区
电 话:0312-2739663
联系人:梁经理
手 机:13930231371
E-mail:2629723940@qq.com
网 址:http://www.dljssw.com
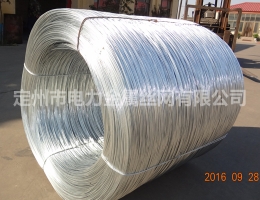
热镀丝是通过热浸镀锌工艺在低碳钢丝表面覆盖锌层的防腐产品,其核心流程围绕“去掉氧化层→活化表面→热浸镀→冷却固化”展开,具体步骤如下:
1. 拉拔成型
首先将低碳钢盘条(如Q195、Q235等材质,国内常用1006、TS06等牌号)通过拉丝机多道次拉拔,逐步减小直径到目标尺寸(如1.2mm-4.0mm)。拉拔过程中钢丝会产生加工硬化,需后续退火软化。
2. 退火处理
为去掉拉拔应力、恢复钢丝塑性,需进行高温退火。退火温度控制在800-830℃,不同材质的钢丝温度略有差异:Q195钢丝拉拔后温度较低,Q235钢丝因强度更高,拉拔后温度稍高。
3. 酸洗除锈
酸洗是去掉钢丝表面氧化皮、锈迹的关键步骤。常用1:1盐酸溶液(室温即可),若钢丝锈蚀严重,可适当提高盐酸浓度(如1.5:1)或延长酸洗时间;若表面光滑完好,可缩短酸洗时间。酸洗过程中,亚铁离子会不断析出,当铁盐浓度达到150克/升时,酸洗效率会显著下降,此时需抽出2/3旧酸液,补充等量新盐酸(1:1)以恢复酸洗能力。
4. 助镀处理
酸洗后的钢丝需进入助镀液(如氯化铵+氯化锌混合溶液)浸泡,目的是活化钢丝表面(去掉残留氧化物)、避免二次氧化,并减少镀锌时锌渣的生成。助镀液的温度一般为60-80℃,浸泡时间约1-3分钟。
5. 烘干处理
助镀后的钢丝需通过烘干炉(或自然晾干)去掉表面水分,避免镀锌时水分与高温锌液反应产生大量锌渣或锌灰。烘干温度通常为100-150℃,确保钢丝表面干燥。
6. 热浸镀锌
这是热镀丝生产的核心环节。将烘干后的钢丝垂直浸入500℃左右的融化锌液(纯度≥99.99%)中,停留时间根据钢丝直径调整(如φ1.2mm钢丝约3-5秒,φ4.0mm钢丝约8-10秒)。温度控制直接影响镀锌质量:温度过低会导致锌层过薄、附着力差;温度过高会增加锌渣(铁锌化合物)生成量、缩短锌锅寿命。镀锌后钢丝表面会形成均匀的锌层,上锌量根据使用环境控制在30g/m²-290g/m²(如户外防护用丝需提高上锌量)。
7. 冷却固化
镀锌后的钢丝需快速冷却,以固定锌层并避免变形。常用空气冷却(自然冷却)或水冷(强制冷却),冷却速度需适中,过快可能导致锌层开裂。
8. 后处理
冷却后的钢丝需进行药化处理(如用弱碱溶液去掉表面多余助镀剂残留)、清洗(清水冲洗去掉锌渣、杂质),最后通过打磨机去掉表面毛刺,完成热镀锌丝成品。
以上流程完成后,热镀丝表面会形成致密的锌层(厚度均匀、附着力强),具有良好的防腐性能,广泛应用于建筑、农业、手工艺品、金属丝网等领域。


--- 地 址:河北省定州市留宿工业区
--- 电 话:0312-2739663
--- 联系人:梁经理
--- 手 机:13930231371
--- E-mail:2629723940@qq.com
--- 网 址:http://www.dljssw.com