地 址:河北省定州市留宿工业区
电 话:0312-2739663
联系人:梁经理
手 机:13930231371
E-mail:2629723940@qq.com
网 址:http://www.dljssw.com
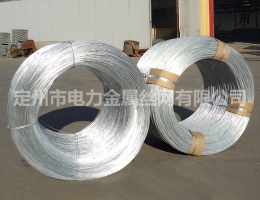
电镀锌丝是一种表面镀有一层锌的低碳钢丝,广泛应用于建筑、农业、制造业等领域。其生产工艺直接影响产品的质量、抗腐蚀性和使用寿命。以下是电镀锌丝的生产工艺流程及关键要点:
原材料选择
低碳钢丝:选用含碳量低(通常≤0.2%)、强度适中的钢丝,确保镀层附着力和柔韧性。
表面清洁:原材料需经过酸洗或机械除锈,去除氧化皮和杂质,保证镀层均匀。
酸洗处理
目的:彻底清除钢丝表面的铁锈、氧化皮和油污。
工艺:采用盐酸或硫酸溶液浸泡,时间控制在5-15分钟,温度40-60℃,随后用清水冲洗干净。
助镀剂处理
作用:防止钢丝再次氧化,并增强锌液浸润性。
工艺:将钢丝浸入氯化铵或氯化锌助镀剂溶液(浓度10-20%),温度60-80℃,时间30-60秒,随后烘干。
热镀锌(可选)
适用场景:若需更高抗腐蚀性,可采用热镀锌工艺(锌液温度450-460℃),但电镀锌通常采用冷镀工艺。
电镀锌(核心工艺)
电镀液:采用碱性或酸性镀锌液(如氰化镀锌或无氰镀锌)。
电流密度:控制在1-3A/dm²,电压6-12V,镀层厚度通常为5-20μm。
温度控制:电镀液温度保持在20-40℃,避免过高导致镀层粗糙。
添加剂:加入光亮剂(如十二烷基硫酸钠)提高镀层均匀性和光泽度。
镀后处理
水洗:用清水冲洗掉残留电镀液,防止腐蚀。
钝化:采用铬酸盐或无铬钝化工艺,增强耐蚀性(如三价铬钝化)。
烘干:在80-120℃下烘干,避免锌层氧化。
收线与包装
收线:采用恒张力收线机,避免锌层划伤或变形。
包装:用防潮纸或塑料膜包裹,防止运输中受潮。
关键质量控制点
镀层均匀性:通过调整电流密度和电镀液成分保证。
锌层附着力:酸洗和助镀工艺需严格控制。
耐腐蚀性:钝化工艺和镀层厚度是关键。
通过以上工艺优化,可生产出表面光滑、附着力强、抗腐蚀性优异的电镀锌丝,满足不同行业的需求。


--- 地 址:河北省定州市留宿工业区
--- 电 话:0312-2739663
--- 联系人:梁经理
--- 手 机:13930231371
--- E-mail:2629723940@qq.com
--- 网 址:http://www.dljssw.com